摘要:工程機械大型鑄鐵件(如叉車、挖掘機��、礦機等的平衡重)涂裝的涂膜固化一般采用傳統(tǒng)的熱風(fēng)循環(huán)或電加熱烘干��。由于鑄鐵件壁厚�����、吸熱大�、烘干時間較長����,導(dǎo)致爐體長度較長,熱效率低���,能耗高�����,且我公司鑄造面漆線為改造項目�����,線體空間有限�。針對各方面因素�,對各種紅外加熱設(shè)備進行了調(diào)研,zui終確定采用天然氣觸媒紅外輻射加熱與熱風(fēng)循環(huán)加熱相結(jié)合的方式����,對涂層進行烘干固化,取得了一定的經(jīng)濟效益和社會效益��。
0 引言
工程機械大型鑄鐵件(如叉車、挖掘機�����、礦機等的平衡重)涂裝的涂膜固化一般采用傳統(tǒng)的熱風(fēng)循環(huán)或電加熱烘干�。由于鑄鐵件壁厚、吸熱大��、烘干時間較長�����,導(dǎo)致爐體長度較長����,熱效率低�,能耗高,且我公司鑄造面漆線為改造項目����,線體空間有限。針對各方面因素��,對各種紅外加熱設(shè)備進行了調(diào)研���,zui終確定采用天然氣觸媒紅外輻射加熱與熱風(fēng)循環(huán)加熱相結(jié)合的方式�,對涂層進行烘干固化,取得了一定的經(jīng)濟效益和社會效益�����。
1 天然氣觸媒紅外輻射固化技術(shù)應(yīng)用
法國zui早開發(fā)了用于飛機發(fā)動機加熱的催化燃燒紅外輻射加熱裝置��。1953 年,SUNKISS MATHERM公司開發(fā)了一種輻射紅外技術(shù)特別適合油漆干燥�、融合與聚合,經(jīng)過多年的技術(shù)完善與發(fā)展���,現(xiàn)觸媒紅外板設(shè)備產(chǎn)生的中波對涂層非常敏感���,對于沒有涂層的金屬、木材以及空氣等物質(zhì)加熱效果不明顯���。
2 天然氣觸媒紅外輻射加熱原理及優(yōu)點
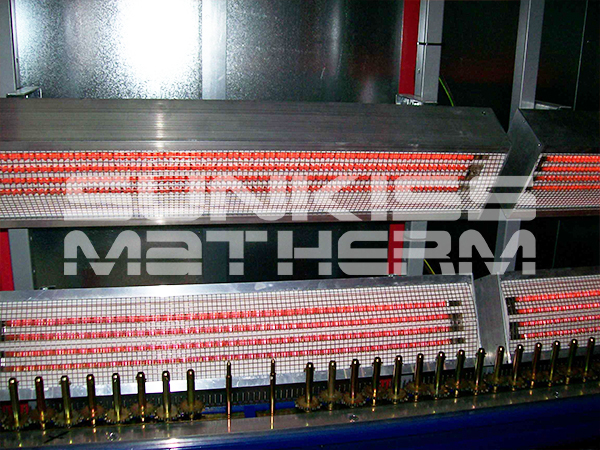
天然氣觸媒紅外輻射加熱原理如圖1所示����,圖中紅色線為電加熱絲被夾在催化棉層中間�,先對每塊觸媒紅外板電加熱管通電加熱,讓催化棉層內(nèi)升至一定的溫度(約150℃)����,電升溫過程為10~15 min����,當(dāng)催化棉層溫度達到150℃時,系統(tǒng)自動斷電����,這時天然氣從觸媒紅外板背后進人,通過均壓層和催化棉層�����,天然氣與空氣按一定比例混合在催化棉層表面進行無焰燃燒�,在紅外板催化棉層表面形成低能量基,生成振動激發(fā)態(tài)產(chǎn)物���,并以紅外輻射方式釋放出能量,其產(chǎn)生的中波對涂料中的羧基和羥基有非常明顯的加熱效果�。
觸媒催化紅外燃燒特點:1)比傳統(tǒng)熱風(fēng)烘千運行費用節(jié)約50%左右;2)時間上僅為傳統(tǒng)熱風(fēng)烘干的幾分之一��,減少爐體長度�����;3)中波紅外光穿過空氣直接作用于涂層,不需要再加熱空氣�����;4)因為是直接加熱涂層內(nèi)部�,所以涂層內(nèi)揮發(fā)物揮發(fā)速度更快,會有效預(yù)防起泡等現(xiàn)象發(fā)生���;5)相對于直接燃燒加熱�����,會減少爐內(nèi)灰塵顆粒污染��,加熱方式比較干凈�。

3 鑄鐵件加熱及其特點
工程機械平衡重多為中大型鑄鐵件����,單位體積質(zhì)量較大,具有較大的熱容量���。在干燥����、固化涂層的過程中,涂層均在工件的表面��,工件表面的溫度對于干燥具有決定性作用�����,而工件內(nèi)部升溫所吸收的熱量是浪費能源��,內(nèi)部升溫越高���,浪費能源越多�,加熱時間越長����。采用天然氣催化燃燒紅外加熱能很好地解決這一問題。
4 烘干室室體設(shè)計
4.1 總體要求
工件zui大尺寸(L×W×H):2000mm×1500mm×1400 mm��;工件zui大質(zhì)量:5000 kg�;生產(chǎn)節(jié)拍:5 min/件;工件輸送方式:橇體雙鏈輸送����;烘干時間:紅外加熱10 min�,熱風(fēng)循環(huán)20 min��;熱源:天然氣��。
4.2 設(shè)計方案
烘干室主要由室體�����、天然氣催化燃燒紅外輻射加熱升溫系統(tǒng)�����、天然氣熱風(fēng)循環(huán)保溫加熱系統(tǒng)����、循環(huán)風(fēng)機送回風(fēng)調(diào)節(jié)裝置和廢氣處理系統(tǒng)組成����。
4.2.1 室體結(jié)構(gòu)設(shè)計
室體外形尺寸(LxWxH):19800mm×3000mm×3550mm;升溫至工作溫度時間≤2 min���。
4.2.2 加熱裝置設(shè)計
采用紅外輻射與熱風(fēng)循環(huán)2種加熱方式����,溫控方式采用全自動溫控���,加熱元件由升溫段紅外輻射加熱器和保溫段燃氣熱風(fēng)循環(huán)加熱器兩大部分組成���。
加熱開始時���,同時啟動升溫、保溫加熱器�,紅外加熱時,先電加熱至150℃���,斷電�,燃氣進入�,進行催化燃燒,對工件進行輻射加熱����,溫度繼續(xù)上升,達到350℃左右穩(wěn)定��。同時加熱器具有空氣循環(huán)功能�,對烘干室內(nèi)空氣進行加熱,對輻射不到的部位進行加熱���,且對廢氣進行分解����,能有效降低VOC排放���。
循環(huán)風(fēng)加熱裝置:烘干爐加熱系統(tǒng)采用四元一體燃氣熱風(fēng)爐�����,帶廢氣回燃處理結(jié)構(gòu)���,爐膛內(nèi)為微負壓。循環(huán)風(fēng)機為插入式耐高溫循環(huán)風(fēng)機���。烘干室內(nèi)空氣經(jīng)過燃氣加熱器產(chǎn)生的高溫氣體間接換熱�,由GCF900C插人式循環(huán)風(fēng)機進人循環(huán)風(fēng)管均勻地送回風(fēng)口�。烘干室內(nèi)的廢氣進人廢氣處理裝置處理,經(jīng)過火焰燃燒后再排出車間外部���,使排除的廢氣達到排放標(biāo)準(zhǔn)�����。在出風(fēng)口設(shè)置一氧化碳濃度檢測裝置�,并與整個系統(tǒng)聯(lián)鎖,當(dāng)出現(xiàn)危險時����,自動停機,并發(fā)出聲光報警���。
4.2.3 紅外設(shè)備選型及布置
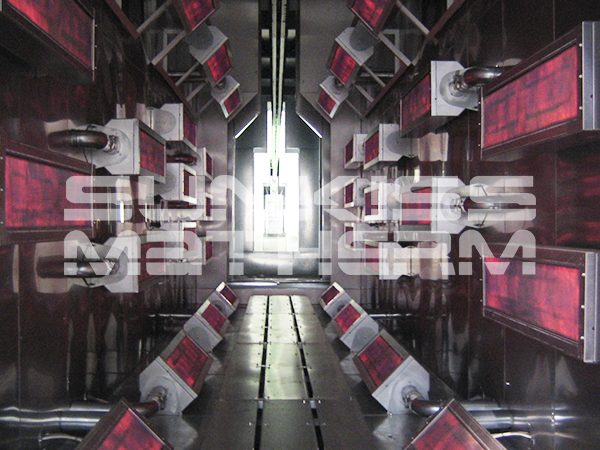
紅外zui佳輻射距離為30~60 cm���,但可通過增加功率延長輻射距離。根據(jù)產(chǎn)品特性和線體尺寸��,我們選用VRX 20~22 kW的規(guī)格��,輻射面積為940 mm×470mm�,共16塊面板,每個面板配有獨立控溫��,烘干室兩側(cè)面各配8塊���,上下兩排�����,長度6 m�,2個工位。紅外烘干室設(shè)置停止器�,產(chǎn)品烘干時間設(shè)置為10 min,達到烘干時間后����,自動放行��,保證涂層升溫滿足要求�����。
5 使用效果
5.1 室內(nèi)升溫變化曲線圖
為驗證紅外升溫與熱風(fēng)循環(huán)升溫變化�,對涂裝工件分別進行紅外加熱與熱風(fēng)循環(huán)時熱量傳導(dǎo)情況進行了測試。
1)工件:內(nèi)燃叉車3 t平衡重���。
2)面漆涂層:涂層厚度60~90¨m��。
3)測量點:產(chǎn)品3個點(上平面1點�����、側(cè)面2點)�����,測量烘房內(nèi)空氣溫度�����。
4)時間:30 min����。
測試溫度隨時間變化曲線見圖2~3(紅色為空氣溫度,其他色為工件表面溫度)����。
結(jié)果顯示:紅外加熱升溫快,2 min空氣溫度達到170℃��,涂層表層溫度zui高達到160℃�����,使涂層快速固化���,縮短固化時間���;熱風(fēng)循環(huán)加熱(設(shè)定140℃)��,工件升溫慢�����,平均溫度在80℃左右��。
5.2 涂層干燥效果
1)“紅外+熱風(fēng)循環(huán)”烘干30 min�,用手指觸摸涂層���,涂層硬干,無指紋���,分色室貼美紋紙屏蔽�����,分色后去除紙膠帶���,無印痕。
2)熱風(fēng)循環(huán)烘干30 min����,用手指觸摸涂層�����,涂層粘手��,指紋明顯����,分色室貼美紋紙屏蔽����,分色后去除紙膠帶,印痕明顯���。
5.3外觀效果對比
1)紅外:無痱點�、失光����、橘皮缺陷,光澤度達到95%����。
2)熱風(fēng):在試驗過程中發(fā)現(xiàn),陰雨天氣或相對濕度大于80%�����,烘干后涂層有失光缺陷,見圖4���。
6 結(jié)語
經(jīng)過1年的運行使用�����,不同環(huán)境溫度(-10~40℃)下��,觀察涂層的干燥情況����,涂層固化效果較好�����,滿足生產(chǎn)節(jié)拍與產(chǎn)品質(zhì)量要求����。引用天然氣紅外輻射固化技術(shù)�����,解決了厚大型鑄件涂層短時間內(nèi)烘干問題,降低了能耗����,減少了線體長度,線體縮短約50%�。這也是國內(nèi)工程機械鑄造行業(yè)對該技術(shù)的首次運用。